Die weltweit ersten Hybridantriebe, die mit einer Spannung von 48-Volt arbeiten, stammen aus dem Continental-Werk in Nürnberg.
Continental elektrifiziert damit je eine Dieselvariante der neuen Renault-Modelle Scénic und Grand Scénic. Mit dem als „Hybrid Assistent“ angebotenem System kommt ein 48-Volt-Hybridantrieb erstmals in Serienfahrzeugen zum Einsatz. In nur drei Jahren ab Projektstart entwickelte der Standort ein modulares Fertigungskonzept, mit dem eine effiziente, an den Kostenstrukturen des Volumenmarktes orientierte Herstellung möglich ist. Dafür investierte der Zulieferer rund 15 Mio. Euro in neue Produktionsanlagen. Bis zu 200.000 Fahrzeuge können mit den derzeit installierten Anlagen mit 48-Volt-Antrieben ausgerüstet werden. Ein modulares Konzept ermöglicht es, auf diesen Anlagen Produkte für verschiedene Automobilhersteller herzustellen, die sich zum Beispiel hinsichtlich Größe, Leistung oder Anschlüssen – etwa für die Kühlung – unterscheiden. Standortleiter Rainer Pühl weist auf weiteres Wachstumspotenzial hin: „Das Fertigungskonzept ist so ausgelegt, dass völlig identische Anlagen später auch in anderen regionalen Märkten, zum Beispiel in China oder in den USA, aufgebaut werden können.“
Die Hybridisierung mit einem 48-Volt-Antrieb weist ein besonders günstiges Kosten-Nutzen-Verhältnis auf. Obwohl die elektrische Dauerleistung mit sechs Kilowatt relativ gering ausfällt, ermöglichen sie, einen Großteil der während des Bremsens ansonsten in Wärme gewandelten Bewegungsenergie zurückzugewinnen. Dadurch sinkt der Kraftstoffverbrauch im Neuen Europäischen Fahrzyklus um bis zu 13 Prozent. Im Realverkehr – vor allem in der Stadt – ist die Einsparung durch den höheren Anteil an Rekuperationsphasen noch höher, sie kann bis zu 21 Prozent betragen. Rudolf Stark, Leiter der Business Unit Hybrid Electric Vehicle, erläutert: „Wir haben bei der Industrialisierung der 48-Volt-Systeme von Anfang an die Entwicklung von Produkt und Produktionsprozessen eng verzahnt, um eine kostengünstige Produktion sicherzustellen. Das ist notwendig, um die Technologie mit hohen Stückzahlen auf den Markt zu bringen. Wir erwarten eine hohe Marktdurchdringung über alle Fahrzeugsegmente hinweg, vom A- bis zum D-Segment.“
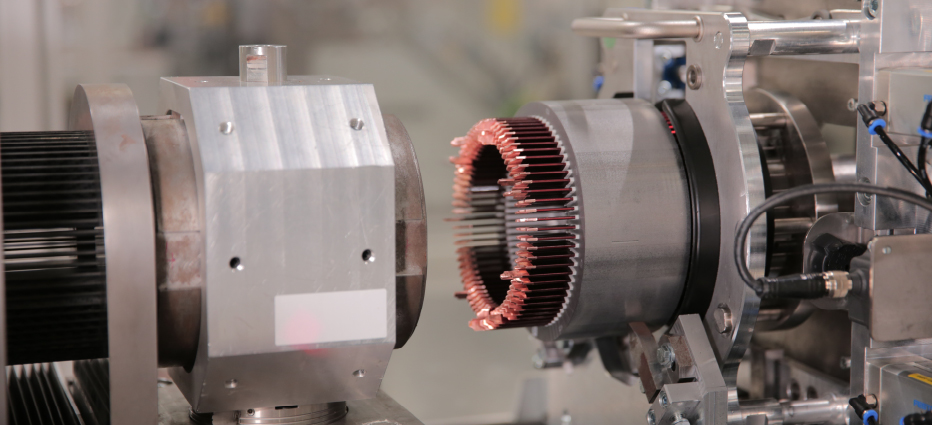
Ein Beispiel für eine Prozess-Innovation stellt der Stator – der stehende Teil des Elektromotors – dar. Continental wickelt nicht Kupferdrähte auf, wie es in einer klassischen Elektromotoren-Fertigung üblich wäre. Stattdessen kommen mehr als 100 Stäbe („Pins“) aus Kupfer zum Einsatz, die von einem Handhabungsautomaten vollautomatisch in den Träger eingeschoben werden. Anschließend werden die einzelnen Pins per Laserschweißen präzise miteinander verbunden. In einer Forschungspartnerschaft mit dem Bayrischen Laserzentrum aus Nürnberg konnte ein Laserstrahl-Schweißverfahren für Kupferbauteile gefunden werden, das die gewünschte Präzision erreicht. Auch für die Verbindung der beiden Gehäuseteile entwickelte Continental ein neues Verfahren. Denn der 48-Volt-Antrieb, der in Unterbodennähe anstelle eines konventionellen Starters eingebaut wird, muss besonders hohen Anforderungen an die mechanische Festigkeit genügen. Daher wird das Gehäuse nicht nur verschraubt, sondern zunächst mit einem innovativen Fügeverfahren verbunden, dem sogenannten „Shrinking“. Dabei entsteht durch das Erhitzen, dann Erkalten – dem „Schrumpfen“ – von Gehäuse-Bauteilen eine sehr feste Verbindung, die den Schutz der elektrischen Bauteile im Inneren gewährleistet. Um eine perfekte Passung zu ermöglichen, entwickelte Continental in Zusammenarbeit mit dem Fraunhofer Institut für Integrierte Systeme und Bauelemente-Technologie (IISB) ein geeignetes Simulationsverfahren. Bayern innovativ, das bayerische Zentrum für Technologie-Transfer, unterstützte Continental bei der Suche nach geeigneten Forschungspartnern.
Der Fertigungsabschnitt für die 48-Volt-Antriebe gliedert sich in insgesamt drei Linien. Auf der ersten Linie wird der Gleichrichter gefertigt, der die Schnittstelle zwischen der mit Gleichstrom arbeitenden Batterie und dem mit Wechselspannung arbeitenden Bordnetz darstellt. Die Leistungselektronik übernimmt zugleich die Ansteuerung des Elektromotors. Auf einer zweiten Linie erfolgt die Herstellung des Stators, auf einer dritten die Endmontage. Schon in einer frühen Entwicklungsphase wurde der Aufbau der Linien simuliert, um möglichst ökonomische Arbeitsabläufe zu garantieren. So konnten durch mehrere Optimierungsschritte die Gehwege der Mitarbeiter um 40 Prozent reduziert werden.
„Mit dem neuen 48-Volt Antrieb verbinden wir hier am Standort Nürnberg jahrzehntelange intensive Erfahrung in Halbleitertechnologie mit einem völlig neuen Motorenkonzept. Mit unserem modularen Fertigungsansatz ermöglichen wir hier somit eine effiziente, an den Kostenstrukturen des Volumenmarktes, orientierte Herstellung“, so Pühl.